Продукция









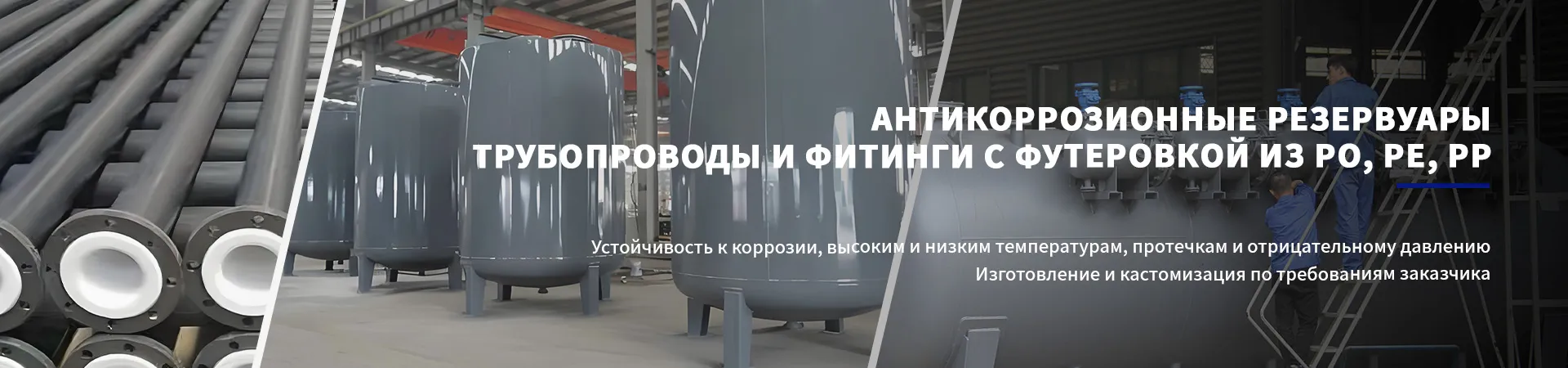
Резервуары со стальным корпусом и футеровкой из PTFE
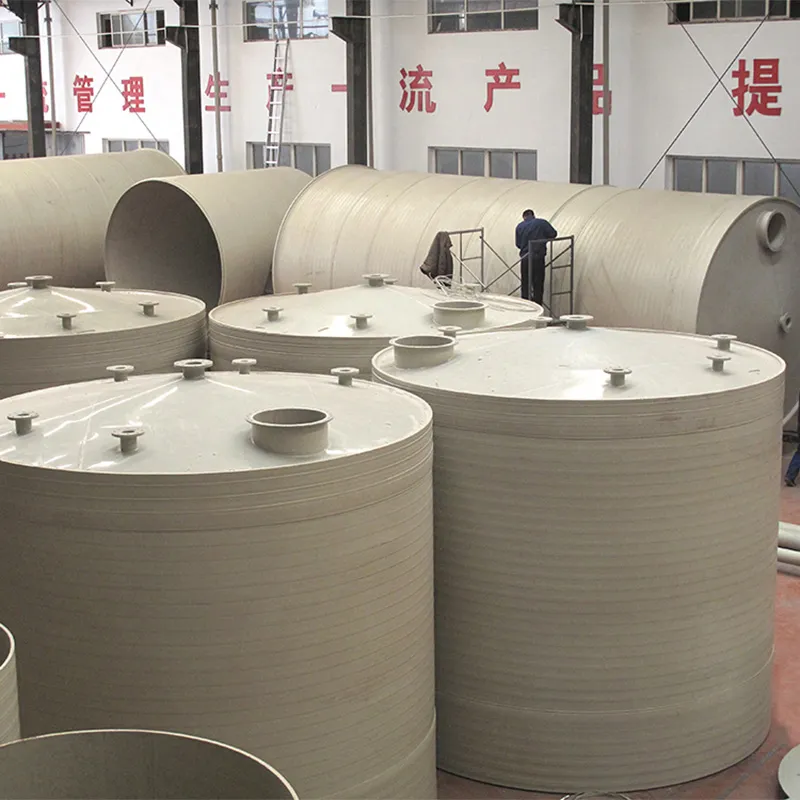
Технология изготовления и характеристики резервуаров со стальным корпусом и футеровкой из PTFE Резервуар со стальным корпусом и футеровкой из фторопласта (PTFE) изготавливается путем выбора подходящей толщины листа PTFE (3 мм или 4 мм) в соответствии с различными требованиями заказчика к услов...
Описание
маркер
Технология изготовления и характеристики резервуаров со стальным корпусом и футеровкой из PTFE
Резервуар со стальным корпусом и футеровкой из фторопласта (PTFE) изготавливается путем выбора подходящей толщины листа PTFE (3 мм или 4 мм) в соответствии с различными требованиями заказчика к условиям эксплуатации. Лист PTFE приклеивается к внутренней поверхности стального корпуса для достижения антикоррозионной цели резервуара. Конкретные этапы: сначала проводится пескоструйная обработка стальной основы оборудования, очистка моющим средством, а затем сушка. Далее на внутреннюю поверхность изделия равномерно наносится слой специального клея, при этом обратная сторона листа PTFE также покрывается слоем клея. Затем лист PTFE совмещается и приклеивается в нужном положении. После нанесения клея лист PTFE сначала прикладывается к поверхности, а затем применяется локальный нагрев и прикатка для удаления воздуха, попавшего между слоями, что обеспечивает более плотное прилегание листа. После завершения приклеивания всех композитных листов, с помощью профессионального станка для раскроя в месте стыка двух листов прорезается V-образный паз. С использованием импортной высокотемпературной сварочной горелки и присадочного прутка PFA диаметром 3,5 мм, два композитных листа свариваются вместе в середине подготовленного паза. Требуется отсутствие загрязнений, пузырей, непроваров и других дефектов. После завершения общей сварки проводится контроль с помощью детектора пробоя (пинхол-тестера) напряжением 15 кВ для проверки наличия микроотверстий, которые затем ремонтируются. После завершения контроля выступающий над поверхностью композитного листа сварной шов срезается заподлицо с помощью импортного строгального станка. Затем поверх исходного сварного шва наносится усиливающая полоса шириной 20 мм для обеспечения прочности сварного соединения и отсутствия микроотверстий. После завершения сварки проводится повторный контроль напряжением 30 кВ для проверки наличия микроотверстий и окончательного подтверждения качества сварки. Также производится очистка загрязнений в зазорах.
Параметры продукции:
1.Продукция: Резервуары со стальным корпусом и пластиковой футеровкой, резервуары-смесители, травильные резервуары, колонны с ионообменной смолой
2.Объем: от 0,5 до 200 м³
3.Форма: Вертикальные (плоское дно / коническое дно / круглое дно / с юбкой / на опорах), горизонтальные (проектируются и изготавливаются по требованию)
4.Температура: от -100°C до 200°C (сталь с футеровкой PTFE)
5.Комплектация: По требованию заказчика возможна установка внутренних или наружных нагревательных змеевиков, уровнемеров, клапанов, комплекта мешалок, люков сброса давления, устройств фильтрации кислоты и т.д.
6.Давление: Атмосферное
Рабочая среда: Устойчив к воздействию разбавленной и концентрированной серной кислоты, азотной кислоты (концентрацией до 40%), соляной кислоты, плавиковой кислоты, пероксида водорода, аммиачной воды, гипохлорита натрия, отбеливающих растворов, жидкого едкого натра, фосфорной кислоты, муравьиной кислоты, уксусной кислоты, аминов, пероксида водорода, гидроксида натрия, гидроксида калия, а также органических растворов. По вопросам конкретных сред, концентраций и температур, пожалуйста, обращайтесь по телефону.
")
")
")
связаться с нами
Сопутствующие популярные продукты

Листы из PPH
Наименование продукции: Листы из PPH Материал изготовления: PPH (гомополимер полипропилена) Техни...

Горизонтальный резервуар из полипропилена
Резервуары, изготавливаемые нашей компанией из полипропилена (PP, PPH), производятся полностью ме...

Резервуары со стальным корпусом и футеровкой из PO
Резервуары со стальным корпусом и футеровкой из PO представляют собой сталепластиковые композитны...

Трубы и фитинги из PP
Преимущества труб из PP: 1.Трубы из PP нетоксичны, не подвержены коррозии и образованию отложений...

Резервуары со стальным корпусом и футеровкой из PP
Технология изготовления и характеристики резервуаров со стальным корпусом и футеровкой из PP Резе...

Листы из PE
Наименование продукции: Листы из PE Материал изготовления: PE (полиэтилен) Технические характерис...

Резервуар из полиэтилена
Вертикальный резервуар из HDPE представляет собой пластиковый резервуар, изготовленный из термопл...

Резервуары со стальным корпусом и футеровкой из PE
Технология изготовления и характеристики резервуаров со стальным корпусом и футеровкой из PE Резе...
Листы из PP
Наименование продукции: Листы из PP Материал изготовления: PP (полипропилен) Технические характер...

Трубы и фитинги из PE
Характеристики ПЭ труб для водоснабжения PE трубы для водоснабжения изготавливаются из специально...
Резервуар из полипропилена
Резервуары, изготавливаемые нашей компанией из полипропилена (PP, PPH), производятся полностью ме...

Трубы со стальным корпусом и пластиковой футеровкой
Наименование продукции: Трубы с пластиковой футеровкой (Lining plastic tube), полное название — с...

Трубы и фитинги из PPH
Трубы PPH (полипропиленовые трубы) представляют собой продукт, полученный путем бета-модификации ...

Пластиковый резервуар-смеситель
Резервуары-смесители из PP/PPH, также известные как реакторы, представляют собой коррозионностойк...

Прямоугольная пластиковая емкость
1.Наименование: Прямоугольная ванна из полипропилена, электролизная ванна, гальваническая ванна, ...

Башни для очистки отходящих газов
Наименование продукции: Башни для очистки отходящих газов, скрубберы, промывные башни, абсорбцион...



