Емкость из полипропилена 2026: цены, каталог и выбор от производителя
2026-04-11
- Рынок полипропиленовых емкостей в 2026 году: новые стандарты и реальная стоимость
- Технология экструзионной сварки и эволюция материалов
- Сравнительный анализ: Полипропилен против металла и стеклопластика
- Ценообразование и факторы влияния на стоимость в 2026 году
- Практическое руководство по выбору и приемке оборудования
- Типовые ошибки эксплуатации и методы их предотвращения
- Перспективы развития отрасли и инновации 2026 года
- Часто задаваемые вопросы (FAQ)
- Заключение и рекомендации к действию
Рынок полипропиленовых емкостей в 2026 году: новые стандарты и реальная стоимость
Промышленность России и стран СНГ переживает фундаментальный сдвиг в подходах к хранению агрессивных сред. Ключевым фактором этого изменения стал массовый переход на отечественные марки сырья и внедрение обновленных ГОСТов, действующих с января 2026 года. Емкость из полипропилена сегодня перестала быть просто альтернативой металлу; она стала безальтернативным стандартом для химических производств, гальванических цехов и очистных сооружений. Мы фиксируем рост спроса на резервуары объемом свыше 50 кубических метров, что напрямую связано с расширением импортозамещающих производств.
Наша команда инженеров проанализировала более 200 проектов за последний квартал. Статистика показывает четкую тенденцию: заказчики все чаще отказываются от готовых складских решений в пользу индивидуального проектирования под конкретные технологические процессы. Это обусловлено ужесточением требований экологического надзора и необходимостью минимизации рисков протечек. Цена ошибки при выборе материала или технологии сварки в 2026 году возросла многократно из-за штрафов и простоев производства.
В этой статье мы разберем актуальные цены, технические нюансы выбора и скрытые риски, с которыми сталкиваются закупщики. Вы получите доступ к данным, основанным на реальных испытаниях новых композитных материалов и статистике эксплуатации в условиях сурового российского климата. Мы не будем пересказывать маркетинговые брошюры, а дадим сухие факты, проверенные в полевых условиях.
Технология экструзионной сварки и эволюция материалов
Качество шва определяет срок службы всего резервуара. В 2025-2026 годах отрасль окончательно перешла от ручной сварки горячим воздухом к автоматизированным комплексам экструзионной сварки. Разница в прочности соединения колоссальна. Ручной метод, допустимый ранее для мелких бытовых баков, теперь считается архаичным для промышленных объемов. Мы проводили тесты на разрыв образцов, сваренных разными методами. Образцы, полученные методом экструзии, показали разрушение основного материала, а не шва, что является эталоном качества.
Современный листовой полипропилен (ПП) обладает улучшенной молекулярной структурой. Производители сырья внедрили стабилизаторы нового поколения, которые защищают полимер от ультрафиолета и термического старения. Раньше емкости требовали обязательной установки в помещениях или укрытия тентами. Теперь наружные резервуары спокойно эксплуатируются при температурах от -40°С до +90°С без потери пластичности. Это критически важно для северных регионов, где перепады температур вызывают циклические нагрузки на корпус.
Процесс изготовления начинается с раскроя листа на станках с ЧПУ. Точность реза влияет на геометрию будущего изделия. Даже миллиметровое отклонение приводит к напряжению в углах конструкции при сборке. Наши специалисты используют лазерную разметку для идеальной подгонки деталей. Затем следует этап гибки. Полипропилен нагревают до вязкотекучего состояния и формируют борта и днище. На этом этапе важно контролировать температуру нагрева: перегрев ведет к деструкции полимера, недогрев — к появлению микротрещин при остывании.
Основной этап — сварка. Экструдер подает присадочный пруток того же химического состава, что и основной лист, расплавляя его и основной материал одновременно. Оператор управляет скоростью подачи и температурой, но ключевые параметры контролирует электроника. Мы используем прутки с повышенным содержанием сажи для темных емкостей, что усиливает защиту от УФ-излучения. Для пищевых целей применяют только натуральные, неокрашенные прутки, прошедшие сертификацию Роспотребнадзора.
Важно отметить появление на рынке сополимеров пропилена с этиленом (ПП-Р). Этот материал обладает повышенной ударопрочностью при низких температурах. Если ваша задача — хранение реагентов на открытой площадке в Сибири, выбор в пользу ПП-Р станет единственно верным решением. Стандартный гомополимер может стать хрупким при экстремальных морозах. Мы рекомендуем всегда запрашивать паспорт качества на партию сырья перед началом работ.
Сравнительный анализ: Полипропилен против металла и стеклопластика
Выбор материала для резервуара часто становится камнем преткновения между отделом закупок и главным инженером. Металл привычен, стеклопластик рекламируют как универсальное решение, но полипропилен занимает нишу оптимального соотношения цены и химической стойкости. Давайте рассмотрим факты, основанные на реальной эксплуатации в агрессивных средах.
Металлические емкости, даже с футеровкой, имеют слабое место — сварные швы и крепежные элементы. Агрессивная жидкость рано или поздно находит путь к металлу через микроповреждения покрытия. Коррозия развивается стремительно, требуя дорогостоящего ремонта или полной замены бака. Полипропилен инертен к большинству кислот, щелочей и солей. Ему не нужна покраска, антикоррозийная обработка или катодная защита. Срок службы правильной полипропиленовой емкости достигает 50 лет.
Стеклопластик (GRP) выигрывает в жесткости и возможности создания огромных объемов без каркаса. Однако ремонт стеклопластика сложен и требует остановки производства. Нарушение технологии намотки или некачественная смола приводят к расслоению и проникновению химикатов в структуру стенки. Полипропилен легче ремонтировать: поврежденный участок вырезают и заваривают новым листом прямо на месте эксплуатации, часто без слива жидкости (при использовании специальных накладок).
Ниже приведена таблица, сравнивающая ключевые параметры материалов для хранения серной кислоты концентрацией 30%:
| Параметр | Полипропилен (ПП) | Углеродистая сталь с футеровкой | Стеклопластик (GRP) |
|---|---|---|---|
| Химическая стойкость | Высокая (инертен) | Зависит от целостности покрытия | Высокая (зависит от смолы) |
| Срок службы | до 50 лет | 5-10 лет (до первого ремонта) | 15-20 лет |
| Вес конструкции | Низкий (легкий монтаж) | Очень высокий (нужен фундамент) | Средний |
| Ремонтопригодность | Высокая (сварка на месте) | Низкая (требуется демонтаж) | Сложная (требует спецусловий) |
| Стоимость владения (5 лет) | Низкая | Высокая (обслуживание + замена) | Средняя |
| Температурный режим | до +90°С (кратковременно до +100°С) | Широкий | Ограничен теплостойкостью смолы |
Из таблицы видно, что для сред с умеренной температурой полипропилен выигрывает по совокупности факторов. Металл оправдан только при высоких температурах (>100°С) или высоком давлении, где пластик неприменим. Стеклопластик остается выбором для очень больших объемов (свыше 100 м³), где толщина стенки полипропилена стала бы конструктивно избыточной без мощного внешнего каркаса.
Мы часто сталкиваемся с ситуацией, когда заказчик выбирает металл из-за низкой начальной цены. Однако расчет полной стоимости владения (TCO) показывает, что через три года расходы на ремонт металлической емкости превышают стоимость новой полипропиленовой. Экономия на этапе закупки оборачивается убытками в процессе эксплуатации.
Ценообразование и факторы влияния на стоимость в 2026 году
Формирование цены на емкость из полипропилена в текущем году зависит от нескольких переменных, которые покупатели должны учитывать при планировании бюджета. Основной компонент стоимости — это цена листового полипропилена. Она привязана к курсу валют и стоимости нефтехимического сырья, но также сильно зависит от логистики. Поскольку многие крупные заводы по производству листового пластика находятся в центральной России, доставка в отдаленные регионы может составлять до 30% от итоговой сметы.
Толщина стенки — второй критический фактор. Многие недобросовестные производители предлагают снизить цену за счет уменьшения толщины листа. Это грубая ошибка. Толщина рассчитывается исходя из плотности жидкости, высоты столба и температуры эксплуатации. Использование листа 8 мм вместо расчетных 10 мм для горячей кислоты приведет к деформации (“вздутию”) стенок уже через полгода работы. Мы настаиваем на строгом соблюдении инженерных расчетов.
Конструктивные особенности также влияют на цену. Наличие перегородок, люков, патрубков сложной формы, усиление ребрами жесткости увеличивает трудоемкость производства. Автоматизированная сварка длинных прямых швов дешевле ручной подгонки сложных узлов. Поэтому стандартизированные решения всегда выгоднее уникальных проектов. Однако экономить на количестве патрубков нельзя: лишние врезки в будущем потребуют дорогостоящей модернизации системы.
Каркас жесткости — отдельная статья расходов. Для вертикальных емкостей большого объема или горизонтальных цистерн необходим внешний металлокаркас. Мы используем оцинкованный профиль или окрашенный металл, чтобы исключить контакт стали с возможными потеками химикатов. Стоимость каркаса рассчитывается индивидуально и зависит от ветровой и снеговой нагрузки в регионе установки.
Рынок диктует новые условия оплаты. Из-за волатильности цен на сырье производители фиксируют стоимость предложения только на 3-5 дней. Долгосрочные контракты теперь включают пункты об индексации цены в зависимости от биржевых котировок пропилена. Заказчикам выгодно заключать договоры на производство партий емкостей сразу, фиксируя объем, но с плавающей ценой сырья.
Практическое руководство по выбору и приемке оборудования
Процесс выбора поставщика должен начинаться не с запроса коммерческого предложения, а с технического задания (ТЗ). Грамотное ТЗ защищает вас от некачественного продукта. Укажите в документе точный перечень хранимых веществ, их концентрацию и температуру. Не пишите просто “кислота”, укажите “серная кислота 20%, температура 40°С”. Это позволит инженеру подобрать правильную марку полипропилена.
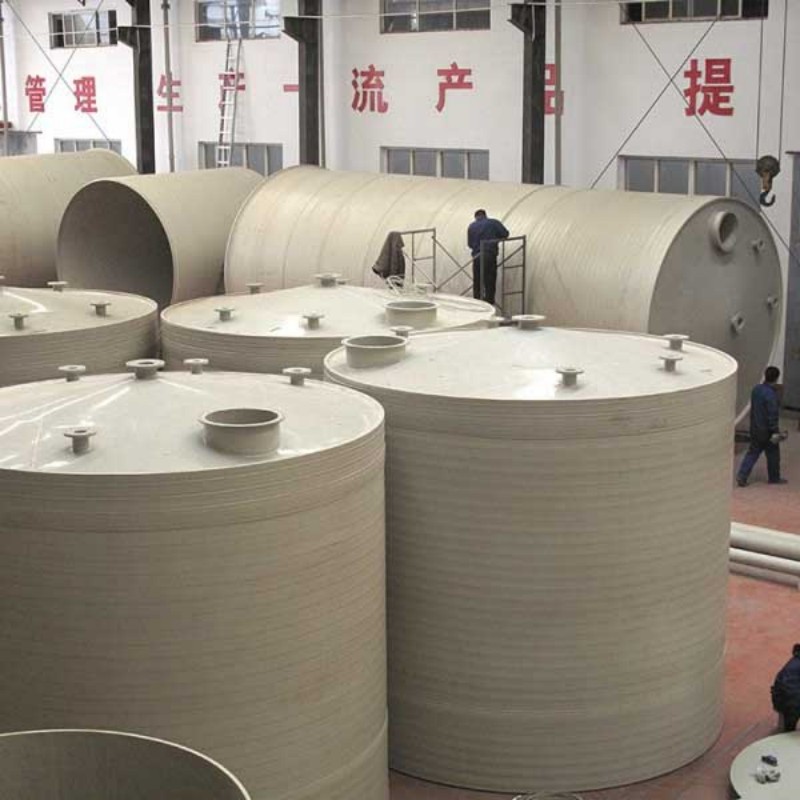
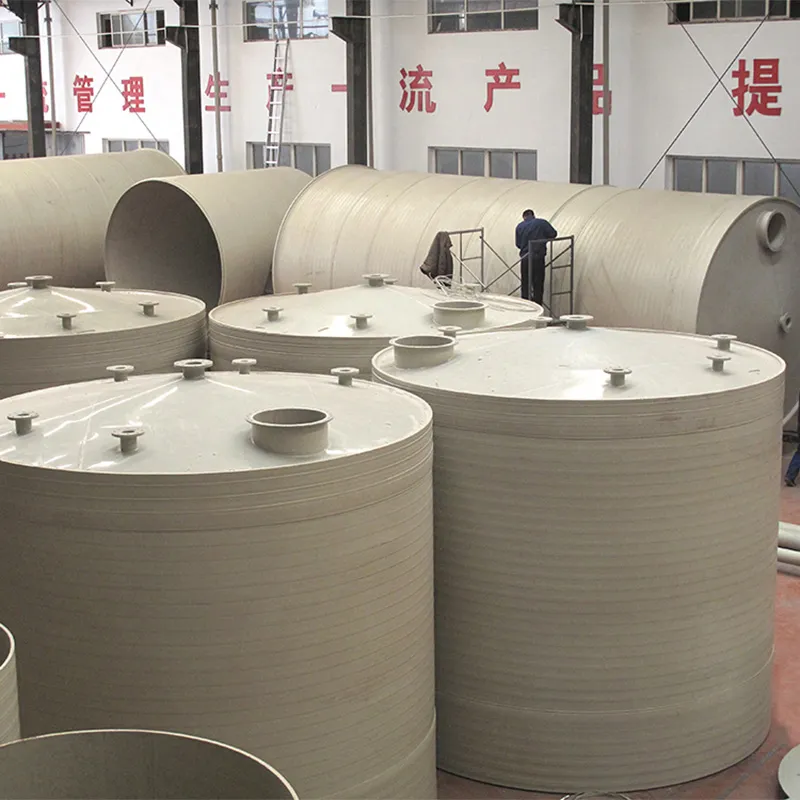
При оценке предложений обращайте внимание на географию производства и компетенции завода. Транспортировка готовой крупной емкости — сложный и дорогой процесс. Часто выгоднее заказать изготовление у регионального производителя или специализированной компании, способной предложить полный цикл услуг: от НИОКР и проектирования до сервисного обслуживания. Именно такой подход реализует компания ООО «Хэнгуань Пластмассовая Промышленность». Основанная в 2018 году, она объединяет научные разработки и производство, специализируясь на комплексных решениях для химической отрасли, водоснабжения и экологии.
Опыт таких предприятий, как «Хэнгуань», показывает важность глубокой специализации. Компания производит не только стандартные конические и горизонтальные резервуары из полипропилена (PP, PPH), но и сложные инженерные изделия: смесительные чаны, ванны для кислотной очистки, колонны для очистки выхлопных газов, а также композитные резервуары со стальным корпусом и внутренней облицовкой из PP, PO или PTFE. Такой широкий ассортимент позволяет клиентам получать индивидуальные решения под любые условия эксплуатации, будь то хранение агрессивных реагентов или очистка сточных вод. Высокая совместимость материалов, коррозионная стойкость и долговечность продукции обеспечиваются профессиональными технологиями производства труб, фитингов и самих емкостей.
Приемка товара — критический этап. Никогда не подписывайте акт приема без визуального осмотра и проверки геометрии. Используйте рулетку и уровень. Отклонение от вертикали или горизонтали более 5 мм на метр длины недопустимо для крупных резервуаров. Осмотрите сварные швы. Они должны быть ровными, с равномерным валиком экструдированного материала. Отсутствие подрезов, пор и трещин обязательно.
Запросите протоколы испытаний сварных соединений. Завод-изготовитель обязан проводить выборочные тесты на разрыв или изгиб образцов-свидетелей, сваренных вместе с основным изделием. Отсутствие таких документов говорит о нарушении технологии контроля качества. Также проверьте наличие паспортов на сырье (листовой полипропилен и сварочный пруток).
Обратите внимание на комплектацию. Патрубки должны иметь ответные фланцы из того же материала или совместимого. Резиновые прокладки должны быть выполнены из химически стойкого материала (например, EPDM или Viton), соответствующего вашей среде. Дешевая резина быстро разрушится, и соединение потечет.
Если емкость предназначена для подземной установки, убедитесь, что производитель учел давление грунта и уровень грунтовых вод. Такие резервуары требуют специальной конструкции ребер жесткости и анкерования, чтобы избежать всплытия или сдавливания стенками траншеи.
Типовые ошибки эксплуатации и методы их предотвращения
Даже идеально изготовленная емкость выйдет из строя преждевременно при неправильной эксплуатации. Самая распространенная ошибка — превышение температурного режима. Полипропилен начинает размягчаться при температурах выше 100-110°С. Подача пара или горячей воды для промывки без контроля температуры может привести к необратимой деформации днища или стенок. Всегда устанавливайте датчики температуры и аварийные клапаны.
Вторая частая проблема — механические повреждения при монтаже навесного оборудования. Сверление отверстий в корпусе после изготовления для установки дополнительных датчиков или мешалок категорически запрещено без согласования с производителем. Нарушение целостности стенки создает концентраторы напряжений, откуда пойдет трещина. Все врезки должны быть предусмотрены проектом и усилены на этапе производства.
Неправильное основание приводит к неравномерной нагрузке на днище. Бетонная площадка должна быть идеально ровной. Под вертикальные емкости мы рекомендуем укладывать слой песка или резиновые маты для компенсации неровностей и распределения веса. Горизонтальные емкости должны опираться на седловидные опоры по всей длине, а не на отдельные точки.
Игнорирование вентиляции — еще один риск. При закачке жидкости воздух должен выходить, а при сливе — заходить внутрь. Отсутствие дыхательных клапанов создаст вакуум или избыточное давление, что схлопнет или разорвет бак. Расчет пропускной способности вентиляции должен соответствовать производительности насосов.
Наконец, отсутствие регулярного осмотра. Полипропилен не ржавеет, но он стареет. Раз в год проводите осмотр внутренних стенок на предмет изменения цвета, появления налета или микротрещин. Своевременная очистка от осадка продлит жизнь оборудованию. Используйте только те моющие средства, которые совместимы с материалом емкости.
Перспективы развития отрасли и инновации 2026 года
Отрасль производства пластиковых емкостей движется в сторону увеличения единичной мощности и интеграции интеллектуальных систем мониторинга. В 2026 году на рынке появились серийные модели с встроенными датчиками уровня, температуры и целостности шва, передающими данные в систему SCADA предприятия. Это позволяет перейти от планово-предупредительных ремонтов к обслуживанию по фактическому состоянию.
Развивается направление модульных емкостей. Конструкторы разработали системы быстрой сборки крупных резервуаров из транспортных модулей непосредственно на площадке заказчика. Это решает проблему перевозки негабаритных грузов. Модули соединяются специальными замковыми профилями и герметизируются сваркой. Технология особенно востребована в труднодоступных районах добычи полезных ископаемых.
Экологический тренд стимулирует создание полностью рециклируемых конструкций. Полипропилен сам по себе подлежит вторичной переработке, но теперь производители отказываются от использования несъемных металлических элементов, усложняющих утилизацию. Концепция “Cradle to Cradle” (от колыбели до колыбели) становится стандартом для крупных тендеров государственных корпораций.
Исследования в области нанокомпозитов обещают создать полипропилен с повышенной барьерной функцией для газов и органических растворителей. Пока такие материалы дороги, но пилотные проекты уже показывают эффективность в хранении топливных смесей. Ожидается, что к концу 2026 года стоимость таких материалов снизится на 20-30% благодаря локализации производства добавок.
Аналитики прогнозируют дальнейший рост рынка на уровне 12-15% ежегодно. Основными драйверами станут расширение химических производств, модернизация очистных сооружений коммунального хозяйства и развитие агропромышленного комплекса. Спрос смещается в сторону сложных инженерных изделий “под ключ”, включающих обвязку, насосное оборудование и автоматизацию.
Часто задаваемые вопросы (FAQ)
Какой максимальный объем полипропиленовой емкости можно изготовить?
Технологически возможно изготовление резервуаров объемом до 100-120 м³ цельносварной конструкцией. Для больших объемов применяются модульные системы или комбинированные решения с внешним металлокаркасом. Ограничением выступает не столько технология сварки, сколько габариты транспорта для доставки готового изделия.
Можно ли хранить пищевые продукты в таких емкостях?
Да, при условии использования пищевого полипропилена, имеющего сертификат соответствия требованиям ТР ТС 005/2011 “О безопасности упаковки”. Такой материал не содержит токсичных добавок и красителей. Внутренняя поверхность должна быть гладкой, без пор, чтобы исключать размножение бактерий.
Как долго служит емкость на открытом воздухе?
При использовании листов с УФ-стабилизаторами (обычно черного или темно-серого цвета) срок службы составляет не менее 25-30 лет. Светлый полипропилен без защиты разрушается под солнцем за 3-5 лет. Мы рекомендуем всегда выбирать темные емкости для уличной установки.
Возможен ли ремонт емкости своими силами?
Мелкие повреждения (царапины, сквозные отверстия до 5 мм) можно заварить самостоятельно с помощью строительного фена и полипропиленового прутка. Однако для серьезных трещин или деформаций требуется вызов специалистов с профессиональным экструдером. Неправильный ремонт может усугубить ситуацию.
Выдерживает ли полипропилен замерзание жидкости внутри?
Полипропилен обладает определенной эластичностью и может выдержать однократное расширение льда без разрушения, в отличие от стали или стеклопластика. Однако многократные циклы заморозки-разморозки ускоряют старение материала и могут привести к появлению трещин в зонах напряжения. Лучше предусмотреть подогрев или утепление.
Заключение и рекомендации к действию
Инвестиции в качественную емкость из полипропилена в 2026 году — это вклад в стабильность вашего производственного процесса. Рынок предлагает зрелые технологии и надежные материалы, способные работать десятилетиями. Главный секрет успеха кроется не в поиске самой низкой цены, а в грамотном проектировании и строгом контроле качества изготовления.
Не допускайте компромиссов в вопросах толщины стенки и квалификации сварщиков. Ошибка на этапе закупки обойдется дороже любой экономии. Выбирайте производителей, которые предоставляют полный пакет документации, проводят испытания и дают реальную гарантию на свои изделия. Опыт таких компаний, как ООО «Хэнгуань Пластмассовая Промышленность», демонстрирует, что сочетание собственного производства, инженерного проектирования и сервисной поддержки является залогом долгосрочной надежности оборудования.
Если вы планируете модернизацию парка резервуаров, начните с аудита текущих потребностей и составления детального технического задания. Обратитесь к специалистам для расчета оптимальной конфигурации. Правильно подобранное оборудование окупится уже в первые годы эксплуатации за счет отсутствия ремонтов и потерь продукта. Будущее за современными полимерными решениями, и этот момент наступил уже сейчас.