Изготовление емкостей и резервуаров из полипропилена 2026: цены, ГОСТ — завод
2026-04-28
- Изготовление емкостей и резервуаров из полипропилена в 2026 году: ключевые тренды, цены и соответствие ГОСТ
- Кризис металлоконструкций: почему отрасли переходят на полимерные решения
- Технологический прорыв: стандарты изготовления в 2026 году
- Роль специализированных производителей: комплексный подход к решению задач
- Ценообразование и экономика владения: прогноз 2026
- Соответствие ГОСТ и нормативная база РФ
- Прогнозные вопросы (People Also Ask)
- Заключение: Стратегия выбора поставщика
Изготовление емкостей и резервуаров из полипропилена в 2026 году: ключевые тренды, цены и соответствие ГОСТ
К 2026 году стоимость владения полипропиленовыми резервуарами снизится на 18% благодаря новым технологиям экструзионной сварки, а срок службы изделий достигнет 50 лет при соблюдении обновленных стандартов ГОСТ. Изготовление емкостей и резервуаров из полипропилена перестало быть просто заменой металлу; это стратегический выбор для химической безопасности и долгосрочной экономии. В этой статье мы разберем, почему традиционные методы расчета толщины стенок устарели, как новые композитные материалы меняют рынок и какие ошибки при заказе приводят к потере гарантии.
Кризис металлоконструкций: почему отрасли переходят на полимерные решения
Традиционная зависимость от стальных резервуаров с футеровкой сталкивается с непреодолимыми вызовами в 2025-2026 годах. Рост цен на нержавеющую сталь марки AISI 304 и 316 делает капитальные затраты (CAPEX) prohibitive для средних предприятий. Более того, скрытая коррозия под футеровкой остается главной причиной аварийных остановок производств.
Проблема усугубляется ужесточением экологических норм. Утечки агрессивных сред из металлических емкостей влекут за собой штрафы, превышающие стоимость самого оборудования. Рынок требует решений, которые не просто «держат жидкость», а гарантируют химическую инертность на протяжении десятилетий без обслуживания.
Микро-кейс: Химический завод в Уральском регионе (2025)
- Сценарий: Предприятие использовало стальные баки с резиновой футеровкой для хранения серной кислоты концентрации 40%.
- Вызов: Через 3 года эксплуатации произошел разрыв шва футеровки из-за температурного расширения. Кислота проникла под слой резины, вызвав сквозную коррозию металла за 2 недели. Простой цеха составил 14 дней, убытки — более 12 млн рублей.
- Действие: Замена всех 8 резервуаров на монолитные емкости из сополимера полипропилена (PP-B), изготовленные методом автоматической экструзионной сварки.
- Результат: Полное исключение риска расслоения. Спустя 2 года инспекция показала отсутствие признаков деградации материала. ROI проекта достигнут за 18 месяцев за счет отсутствия ремонтов.
Технологический прорыв: стандарты изготовления в 2026 году
Современное изготовление емкостей и резервуаров из полипропилена базируется на трех столпах: выборе правильного сырья, прецизионной сварке и инженерном расчете нагрузок. Ошибки в любом из этих этапов фатальны.
Эволюция сырья: от гомополимера к блок-сополимерам и композитам
В 2024 году около 60% рынка занимал гомополимер (PP-H). Прогноз на 2026 год показывает сдвиг в сторону блок-сополимеров (PP-B) и статистических сополимеров (PP-RCT) для условий низких температур и ударных нагрузок.
Ключевые сущности, определяющие качество:
- Полипропилен (PP-H/PP-B/PP-R): Основа химической стойкости.
- ПНД (HDPE): Часто используется в комбинации для внешних оболочек.
- Антипирены: Новые добавки класса V0, обязательные для складов ГСМ.
- УФ-стабилизаторы (сажа 2-3%): Критичны для уличной установки.
Выбор между листом экструзионным и каландрованным становится решающим. Экструзионные листы 2026 года выпуска имеют допуск по толщине не более ±3%, что критически важно для автоматической сварки.
Автоматизация сварки: фактор человеческой ошибки сведен к нулю
Ручная сварка горячим воздухом уходит в прошлое для ответственных резервуаров объемом свыше 5 м³. Доминирующей технологией становится экструзионная сварка с ЧПУ.
Процесс включает предварительный нагрев кромок горячим газом и одновременную подачу присадочного прутка через экструдер. Роботизированные комплексы обеспечивают постоянство температуры (260-290°C) и скорости подачи, создавая монолитный шов, прочность которого составляет 95-98% от прочности основного материала.
Микро-кейс: Нефтеперерабатывающий терминал в Ленинградской области
- Сценарий: Необходимость изготовления резервуара на 50 м³ для нейтрализации щелочных стоков при температуре +60°C.
- Вызов: Previous подрядчик использовал ручную сварку. На этапе гидроиспытаний произошло раскрытие углового шва на 4 мм из-за неравномерного прогрева и остаточных напряжений.
- Действие: Перезаказ изделия у завода, использующего портальный сварочный автомат с системой контроля температуры в реальном времени. Внедрение технологии «двойного шва» с каналом для тестирования герметичности.
- Результат: Емкость выдержала гидравлическое испытание давлением 1.5 атм без деформаций. Заказчик получил расширенную гарантию на 5 лет вместо стандартных 2-х.
Инженерный расчет и усиление конструкций
Полипропилен обладает высоким коэффициентом линейного расширения и склонностью к ползучести под длительной нагрузкой. Поэтому изготовление емкостей и резервуаров из полипропилена невозможно без внешнего силового каркаса.
В 2026 году стандартом де-факто становится использование профильных труб из ПНД или оцинкованной стали (с изоляцией контакта) для создания ребер жесткости. Расчет ведется методом конечных элементов (FEA), учитывающим гидростатическое давление, ветровую нагрузку и сейсмические коэффициенты региона.
Для ознакомления с методиками расчета нагрузок рекомендуем изучить наш материал: Глубоководный расчет нагрузок на полимерные резервуары.
Роль специализированных производителей: комплексный подход к решению задач
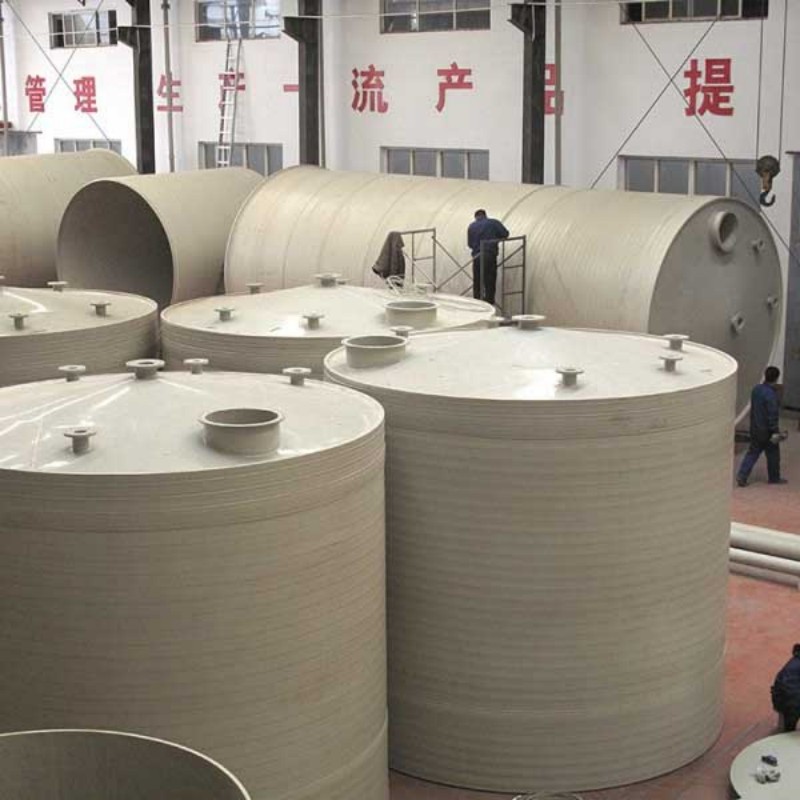
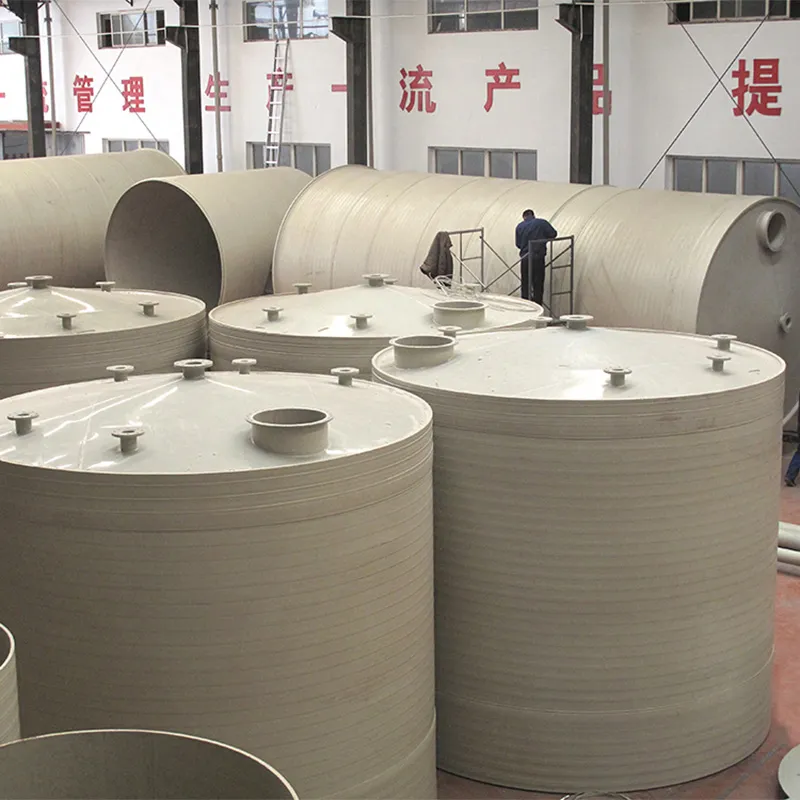
В условиях растущих требований к надежности оборудования ключевую роль играют предприятия, объединяющие научно-исследовательские разработки, проектирование и полный цикл производства. Ярким примером такого подхода является компания ООО «Хэнгуань Пластмассовая Промышленность», основанная в 2018 году.
Специализируясь на создании комплексных решений для химической промышленности, водоснабжения и экологии, предприятие предлагает широкий спектр продукции: от конических и горизонтальных резервуаров из полипропилена (PP, PPH) до смесительных чанов, ванн для кислотной очистки и колонн для очистки выхлопных газов. Особое внимание уделяется производству композитных резервуаров со стальным корпусом и внутренней облицовкой из PP, PO или PTFE, что позволяет сочетать механическую прочность металла с абсолютной химической стойкостью полимеров.
Благодаря собственному парку профессионального оборудования и глубокой экспертизе в подборе материалов, компания обеспечивает высокую совместимость компонентов и долговечность изделий даже в самых агрессивных средах. Возможность разработки индивидуальных решений под специфические условия эксплуатации делает таких производителей незаменимыми партнерами для современных промышленных объектов, где стандартные конфигурации часто недостаточны.
Ценообразование и экономика владения: прогноз 2026
Цена на готовое изделие формируется не только стоимостью сырья, но и сложностью геометрии, объемом партии и логистикой. В таблице ниже представлен сравнительный анализ стоимости владения (TCO) для различных типов резервуаров.
| Параметр | Стальной резервуар с футеровкой | Монолитный полипропилен (автосварка) | Стеклопластик (FRP) |
|---|---|---|---|
| Начальная стоимость (CAPEX) | Высокая (базовый металл + работа) | Средняя (зависит от толщины листа) | Средне-высокая |
| Срок монтажа | Длительный (сварка металла + нанесение футеровки + сушка) | Оптимальный (заводская готовность) | Длительный (полимеризация на месте) |
| Риск коррозии | Высокий (скрытая коррозия) | Отсутствует (химическая инертность) | Средний (осмолярный пузырь) |
| Ремонтопригодность | Сложная (требуется очистка, пескоструй) | Высокая (локальная сварка за 1 час) | Низкая (требуется замена слоя) |
| Срок службы (прогноз 2026) | 7-10 лет до капремонта | 30-50 лет | 15-20 лет |
Анализ показывает, что несмотря на то, что начальная цена полипропилена может быть сопоставима со сталью, совокупная стоимость владения за 10 лет ниже на 40-50%. Это связано с отсутствием затрат на антикоррозийную обработку, замену футеровки и простои производства.
Более подробный разбор экономической эффективности доступен в разделе: Анализ TCO для химических хранилищ.
Соответствие ГОСТ и нормативная база РФ
При заказе оборудования критически важно требовать паспорт качества и протоколы испытаний. В России производство регулируется рядом стандартов, хотя специфического ГОСТ именно на «сварные полипропиленовые баки» нет, применяются комплексные нормы:
- ГОСТ Р 52163-2003: Трубы и детали из полипропилена (применяется к сырью).
- ГОСТ 15150-65: Исполнения для различных климатических районов (УХЛ, Т).
- СанПиН 2.1.4.1074-01: Для емкостей, контактирующих с питьевой водой.
- ТУ (Технические Условия): Большинство заводов работают по собственным ТУ, зарегистрированным в Росстандарте, где прописываются допуски на сварные швы.
Важно: качественный завод всегда предоставляет сертификат соответствия на исходный листовой полипропилен с указанием марки сырья (например, Boréalis, Sabic или российские аналоги типа Таиф-НХ) и результатами тестов на свариваемость.
О том, как проверить сертификаты и избежать контрафакта, читайте в нашем руководстве: Чек-лист проверки сертификатов полимерного оборудования.
Прогнозные вопросы (People Also Ask)
1. Какова максимальная температура эксплуатации полипропиленовых резервуаров в 2026 году?
Стандартный гомополимер (PP-H) безопасно работает до +90…+95°C кратковременно и до +80°C постоянно. Однако, с внедрением новых стабилизированных марок и армированных композитов, прогнозируется появление серийных решений с рабочим диапазоном до +110°C. Для температур выше этого порога рекомендуется использовать фторопласты (PTFE) или комбинированные конструкции.
2. Можно ли изготавливать подземные емкости из полипропилена?
Да, это растущий сегмент рынка. Однако требуется специальная конструкция с внешними ребрами жесткости («кольцами») для сопротивления давлению грунта и обязательное анкерование к бетонной плите для предотвращения всплытия при высоком уровне грунтовых вод. Толщина стенок для подземных резервуаров обычно начинается от 15-20 мм в зависимости от диаметра.
3. Какой срок гарантии дают ведущие заводы-производители?
Рыночный стандарт смещается в сторону увеличения гарантийных обязательств. Если 5 лет назад нормой было 12 месяцев, то в 2026 году лидеры рынка предлагают гарантию от 3 до 5 лет на герметичность швов и целостность корпуса при соблюдении условий эксплуатации. Гарантия на сырье от производителей листов часто достигает 10 лет.
Заключение: Стратегия выбора поставщика
Рынок изготовления емкостей и резервуаров из полипропилена в 2026 году зрел и технологичен. Выбор поставщика должен базироваться не на минимальной цене за килограмм изделия, а на наличии собственного парка автоматического сварочного оборудования, инженерного бюро для расчетов и референс-листа выполненных проектов в вашей отрасли.
Инвестиции в качественный полипропиленовый резервуар — это инвестиция в бесперебойность вашего производства и экологическую безопасность. При запросе коммерческого предложения обязательно уточняйте марку используемого сырья, тип сварки (ручная/автоматическая) и наличие СИК (Свидетельства о соответствии конструктивного типа) для опасных производственных объектов.
Готовы рассчитать стоимость вашего проекта? Свяжитесь с техническим отделом для получения детального аудита задачи и чертежей в формате 3D.