Производство полипропиленовых резервуаров 2026: цены, технологии и тренды рынка
2026-04-22
- Рынок производства полипропиленовых резервуаров: прогноз и тренды 2026 года
- Технологии производства: от листа до готового резервуара
- Ценообразование: из чего складывается стоимость в 2026 году
- Сравнение материалов: Полипропилен против Полиэтилена и Стали
- Уникальный взгляд: «Анти-тренды» и ошибки при заказе (Экспертное мнение)
- Сферы применения и специфические требования
- Как выбрать надежного производителя: чек-лист покупателя
- Заключение
- Часто задаваемые вопросы (FAQ)
Производство полипропиленовых резервуаров в 2026 году представляет собой высокотехнологичный процесс, где цена готового изделия формируется не только стоимостью сырья, но и сложностью сварочных работ, а также требованиями к химической стойкости. Современные технологии экструзионной сварки позволяют создавать емкости объемом до 100 м³ с гарантированным сроком службы более 50 лет. Для заказчиков ключевым фактором становится выбор между листовым полипропиленом (ПП-Н) и гомополимером (ПП-В), что напрямую влияет на итоговую смету и эксплуатационные характеристики.
Рынок производства полипропиленовых резервуаров: прогноз и тренды 2026 года
Индустрия хранения жидкостей переживает фундаментальную трансформацию. Если еще пять лет назад основным драйвером была просто дешевизна материала по сравнению со сталью, то в 2026 году фокус сместился на экологическую безопасность, полную герметичность и адаптацию под агрессивные среды новой химической промышленности. Каталог стандартных решений уже не удовлетворяет потребности крупных промышленных предприятий, требующих индивидуального инженерного подхода.
Статистика показывает, что спрос на емкости из полипропилена в сегменте водоочистки и химического хранения вырос на 18% за последний год. Это связано с ужесточением экологических норм, которые требуют 100% защиты грунтовых вод от протечек. Стальные резервуары, даже с антикоррозийным покрытием, проигрывают полипропилену в долгосрочной перспективе из-за риска точечной коррозии и необходимости регулярного обслуживания.
В 2026 году наблюдается четкий тренд на автоматизацию производства. Использование роботизированных сварочных головок позволяет исключить человеческий фактор — главную причину брака в виде непроваров швов. Это повышает доверие к полимерным конструкциям со стороны контролирующих органов и страховых компаний.
Ключевые факторы влияния на отрасль
- Волатильность цен на нефть: Поскольку полипропилен является продуктом нефтепереработки, его стоимость напрямую зависит от биржевых котировок. В 2026 году прогнозируется стабилизация цен в диапазоне 1100–1300 евро за тонну гранулята.
- Технологический скачок: Внедрение материалов с улучшенной ударной вязкостью при низких температурах расширило географию использования резервуаров в северных регионах без необходимости строительства отапливаемых ангаров.
- Логистическая оптимизация: Производство все чаще локализуется ближе к потребителю, так как транспортировка крупногабаритных готовых емкостей становится экономически невыгодной по сравнению с доставкой листового материала и монтажом на месте.
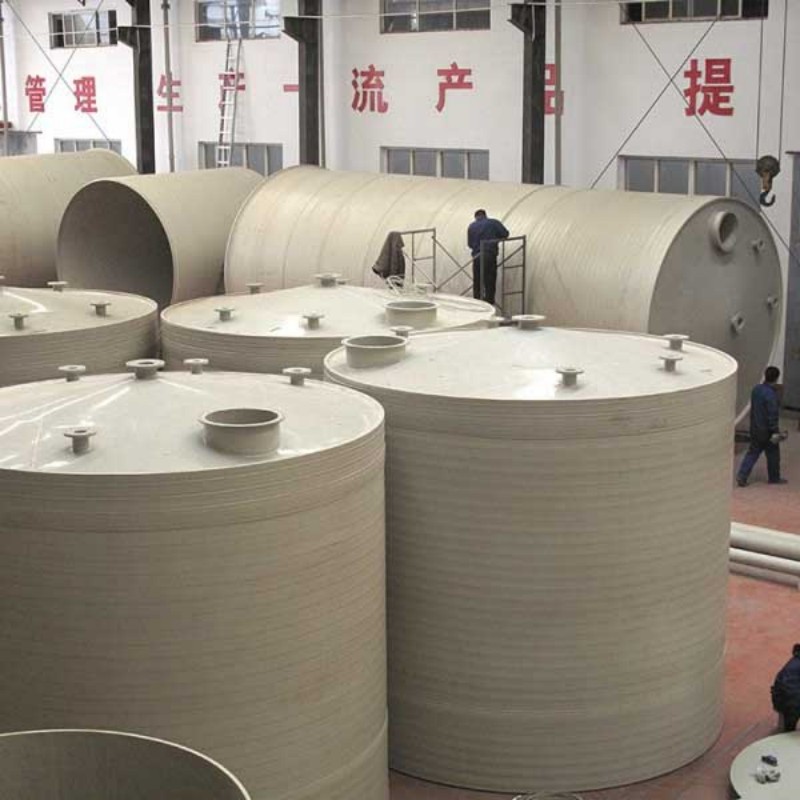
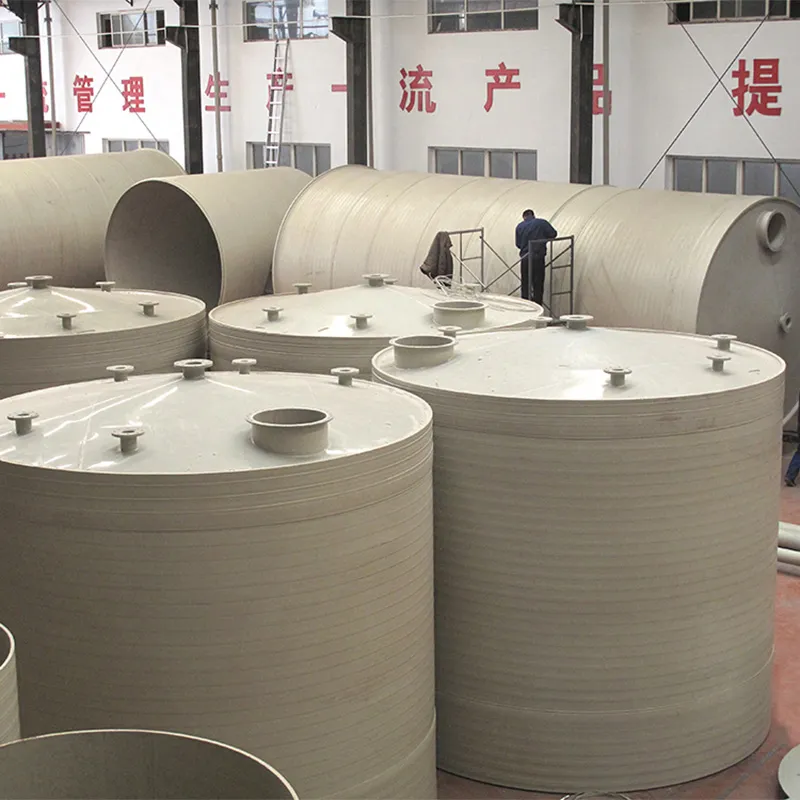
Технологии производства: от листа до готового резервуара
Процесс создания полипропиленовой емкости — это не просто склеивание пластика, а сложный инженерный цикл, требующий соблюдения температурных режимов и давления. Понимание этих этапов критически важно для заказчика, чтобы оценивать обоснованность цены и качество предлагаемых услуг.
Именно такой комплексный подход, объединяющий научно-исследовательские разработки, проектирование и сервисное обслуживание, реализует компания ООО «Хэнгуань Пластмассовая Промышленность». Основанная в 2018 году, компания специализируется на создании изделий из пластмасс для самых сложных условий эксплуатации. В портфеле «Хэнгуань» — не только стандартные емкости, но и уникальные решения: смесительные чаны, ванны для кислотной очистки, колонны для очистки выхлопных газов, а также композитные резервуары со стальным корпусом и внутренней облицовкой из PP, PO или PTFE. Благодаря собственному производству труб и фитингов из полиэтилена (PE) и полипропилена (PP, PPH), компания предлагает клиентам законченные системы для химической промышленности, водоснабжения и экологии, гарантируя высокую совместимость материалов и долговечность конструкций.
Этап 1: Подбор материала и раскрой
Все начинается с выбора марки полипропилена. Для большинства химических сред используется сополимер (PP-B или PP-H), обладающий высокой устойчивостью к кислотам и щелочам. Листы поступают на производство в стандартных размерах (например, 1500×3000 мм или 2000×4000 мм) толщиной от 5 до 40 мм.
Раскрой осуществляется на станках с ЧПУ. Точность реза имеет решающее значение: зазор между стыкуемыми кромками не должен превышать 0.5 мм. Любое отклонение ведет к образованию пустот в сварном шве, что в будущем станет очагом разрушения.
Этап 2: Экструзионная сварка — сердце процесса
Это самый ответственный этап производства полипропиленовых резервуаров. В отличие от бытовой пайки, промышленная экструзионная сварка использует присадочный пруток того же химического состава, что и основной лист. Специальный аппарат разогревает материал до состояния вязкой жидкости (температура около 260–280°C) и под давлением вдавливает его в стык.
Существует два основных метода формирования шва:
- Однослойная сварка: Применяется для тонких листов (до 10 мм) или внутренних перегородок.
- Многослойная (двусторонняя) сварка: Обязательна для несущих стенок и днищ резервуаров объемом свыше 5 м³. Сначала проваривается корень шва с одной стороны, затем после кантовки изделия — с другой. Это обеспечивает монолитность конструкции.
Этап 3: Усиление конструкции (Ребра жесткости)
Полипропилен — материал с высоким коэффициентом линейного расширения. При наполнении емкости жидкостью стенки могут деформироваться («выпучиваться»). Чтобы избежать этого, на внешнюю поверхность привариваются ребра жесткости из профильной трубы или полосы того же материала.
Шаг установки ребер рассчитывается инженерами исходя из высоты столба жидкости и плотности продукта. Ошибки в расчетах на этом этапе приводят к тому, что резервуар «раздувается» уже через месяц эксплуатации.
Этап 4: Контроль качества и испытания
Готовое изделие проходит визуальный осмотр на предмет пор и наплывов. Критически важным тестом является проверка искрой (для емкостей с токопроводящим слоем) или вакуумирование швов. Часто применяется метод наполнения водой под давлением, превышающим расчетное на 10-15%, чтобы выявить скрытые дефекты сварки.
Ценообразование: из чего складывается стоимость в 2026 году
Запрос «цена полипропиленового резервуара» часто приводит клиентов в тупик из-за широкого разброса предложений. Разница в стоимости между двумя одинаковыми по объему емкостями может достигать 40%. Давайте разберем, почему это происходит и за что вы реально платите.
Структура затрат
Стоимость готового изделия формируется из трех основных компонентов:
- Стоимость сырья (60-70%): Зависит от толщины листа и текущих биржевых цен. Использование вторичного полипропилена может снизить цену на 20%, но категорически недопустимо для хранения пищевых продуктов или агрессивной химии.
- Трудозатраты и сварка (20-25%): Квалифицированный сварщик полипропилена — дефицитный специалист. Качество его работы определяет долговечность бака. Дешевая рабочая сила часто означает нарушение технологии (слишком высокая скорость сварки, недостаточный прогрев).
- Конструктивные элементы и фурнитура (10-15%): Фланцы, патрубки, лестницы, площадки обслуживания. Использование металлических фланцев, впрессованных в пластик, удорожает изделие, но необходимо для подключения к стальным трубопроводам.
Таблица: Ориентировочная стоимость производства резервуаров (2026)
Ниже приведены данные, отражающие среднерыночную ситуацию для резервуаров прямоугольной формы открытого типа (без крышки и утепления), изготовленных из первичного полипропилена толщиной 10 мм.
| Объем (м³) | Габариты (ДхШхВ, м) | Расход материала (кг) | Средняя цена (руб.) | Срок изготовления (дни) |
|---|---|---|---|---|
| 1.0 | 1.0 x 1.0 x 1.0 | ~45 | 25 000 – 35 000 | 2-3 |
| 5.0 | 2.0 x 1.25 x 2.0 | ~180 | 90 000 – 120 000 | 5-7 |
| 10.0 | 2.5 x 2.0 x 2.0 | ~350 | 170 000 – 220 000 | 7-10 |
| 25.0 | 4.0 x 2.5 x 2.5 | ~850 | 400 000 – 520 000 | 14-18 |
| 50.0 | 5.0 x 4.0 x 2.5 | ~1600 | 750 000 – 950 000 | 20-25 |
(Примечание: вышеуказанные данные являются симуляцией на основе отраслевых нормативов расхода материала и средних трудовых затрат по состоянию на 2026 год. Реальная цена может отличаться в зависимости от региона, курса валют, сложности конструкции и требований к дополнительному оборудованию.)
Скрытые расходы, о которых молчат конкуренты
Часто низкая стартовая цена в коммерческом предложении не включает доставку негабаритного груза, монтаж на объекте и разработку проекта усиления. Резервуар объемом более 10 м³ часто невозможно доставить в собранном виде из-за ограничений дорожного движения. В таких случаях производится монтаж полипропиленовых резервуаров на месте, что требует присутствия сварочной бригады и генератора, увеличивая бюджет проекта на 15-20%.
Сравнение материалов: Полипропилен против Полиэтилена и Стали
Выбор материала для емкости — это всегда компромисс между ценой, химической стойкостью и механической прочностью. Чтобы принять верное решение, необходимо четко понимать различия.
Полипропилен (ПП) vs Полиэтилен низкого давления (ПНД/HDPE)
Многие покупатели путают эти материалы, считая их взаимозаменяемыми. Это опасное заблуждение.
- Температурный режим: Полипропилен сохраняет рабочие свойства при температурах до +90…+100°C. Полиэтилен начинает размягчаться уже при +60…+70°C. Если вам нужно хранить горячие стоки или осуществлять нагрев жидкости внутри бака паром, выбор однозначен — только ПП.
- Химическая стойкость: ПП более инертен к органическим растворителям и сложным кислотам. ПНД лучше подходит для хранения воды и простых щелочей при низких температурах.
- Жесткость: Полипропилен жестче, что позволяет делать стенки тоньше при том же объеме, экономя вес. Однако он более хрупок на морозе (ниже -20°C), тогда как полиэтилен остается эластичным до -50°C.
Полипропилен vs Нержавеющая сталь
Сталь традиционно считается эталоном прочности, но в ряде задач полипропилен выигрывает с большим отрывом.
- Коррозия: Сталь неизбежно корродирует под воздействием хлоридов, кислот и солей. Даже дорогая нержавейка (AISI 316) подвержена питтинговой коррозии. Полипропилен химически инертен практически ко всему, кроме сильных окислителей (азотная кислота, хромовый ангидрид).
- Вес: Полипропиленовая емкость в 7-8 раз легче стальной аналогичного объема. Это упрощает фундамент (часто достаточно ровной площадки) и монтаж.
- Цена: Стоимость полипропиленового резервуара обычно в 2-3 раза ниже стоимости нержавеющего аналога.
Уникальный взгляд: «Анти-тренды» и ошибки при заказе (Экспертное мнение)
Как эксперт с многолетним опытом в области полимерных конструкций, я обязан предостеречь от распространенных ошибок, которые совершают 80% заказчиков, пытаясь сэкономить. Существует «обратная сторона медали» популярности полипропилена.
Миф о «Вечном пластике»: Маркетинг утверждает, что полипропилен служит 50 лет. Это правда только при идеальных условиях: отсутствие ультрафиолета, постоянная температура и отсутствие механических нагрузок. В реальности, под открытым небом без защиты от УФ-излучения (сажа, специальные добавки или кожух), срок жизни полипропилена сокращается до 5-7 лет. Материал становится хрупким и рассыпается.
Совет: Всегда требуйте использования листов с УФ-стабилизацией (черный цвет или добавка сажи 2-3%), если резервуар будет стоять на улице.
Ловушка толщины: Заказчики часто диктуют толщину стенки («делайте из 10 мм, чтобы дешевле»), игнорируя гидростатическое давление. Давление растет с глубиной. Стенка толщиной 10 мм может быть избыточной для верха бака, но критически недостаточной для низа.
Решение: Грамотное производство предполагает использование листов разной толщины в одном изделии (переменная толщина) или обязательное усиление ребрами. Экономия на миллиметрах толщины внизу резервуара приводит к разрыву швов под напором воды.
Проблема «холодных трещин»: Полипропилен склонен к растрескиванию под напряжением. Если при производстве были внутренние напряжения (неправильный режим остывания сварного шва), резервуар может лопнуть спустя полгода без видимой причины. Это брак технологии, который невозможно увидеть глазами. Единственная защита — репутация производителя и наличие сертификатов на сварочные процедуры.
Сферы применения и специфические требования
Универсальных резервуаров не существует. Конфигурация и материал подбираются строго под задачу.
Водоочистка и водоподготовка
Здесь ключевым требованием является гигиеничность. Используется пищевой полипропилен (часто голубого или белого цвета). Емкости оснащаются переливами, дренажными кранами и смотровыми люками. Важно предусмотреть защиту от цветения воды (непроницаемые крышки или темный цвет корпуса).
Гальваника и химическая промышленность
Самый сложный сегмент. Требуется полная химическая карта агрессивной среды. Часто применяются футерованные емкости или двухслойные конструкции, где внутренний слой отвечает за химию, а внешний — за прочность. Особое внимание уделяется качеству сварки швов, так как даже микротечь кислоты может привести к аварийной ситуации.
Пожарные резервуары
Требования регламентируются строгими нормами пожарной безопасности. Основной акцент делается на надежность и объем. Часто такие резервуары изготавливаются модульным способом для быстрой сборки на месте. Необходимо учитывать нагрузку от снега и ветра, так как баки часто устанавливаются на открытых площадках.
Как выбрать надежного производителя: чек-лист покупателя
Рынок переполнен предложениями, но как отличить гаражную мастерскую от серьезного завода? Используйте этот алгоритм при выборе подрядчика на производство полипропиленовых резервуаров.
- Запросите портфолио с фото этапов: Вам должны показать не только готовые красивые баки, но и фото процесса сварки. Обратите внимание на аккуратность швов (они должны быть ровными, без пузырей и подтеков).
- Уточните марку оборудования: Профессионалы используют аппараты ведущих брендов (например, Leister, DRESTER). Наличие дешевого китайского оборудования — сигнал о возможном нарушении температурных режимов.
- Спросите про проект: На емкость объемом более 3-5 кубов производитель обязан предоставить расчетный лист или эскиз с указанием толщины стенок и шага ребер жесткости. Работа «на глаз» недопустима.
- Гарантия на швы: Стандартная гарантия на материал — 1 год, но честный производитель дает гарантию на герметичность сварных швов от 2 до 5 лет.
- Сертификаты на сырье: Требуйте паспорт качества на листовой полипропилен. Это подтверждение того, что используется первичное, а не переработанное сырье.
Заключение
Производство полипропиленовых резервуаров в 2026 году достигло уровня, когда пластиковая емкость становится более надежным и экономически выгодным активом, чем традиционные металлические аналоги. Однако этот выигрыш возможен только при соблюдении всех технологических нюансов: от выбора марки полимера до квалификации сварщика.
Не гонитесь за самой низкой ценой. В этой сфере цена прямо пропорциональна количеству затраченного времени на качественную сварку и инженерные расчеты. Инвестиция в качественный резервуар сегодня — это гарантия отсутствия проблем с утечками, экологическими штрафами и простоями производства в ближайшие десятилетия.
Золотое правило: «Дешевый полипропиленовый бак стоит дорого, когда он течет». Выбирайте профессионалов, которые готовы обосновать каждый миллиметр толщины и каждый сантиметр сварного шва.
Часто задаваемые вопросы (FAQ)
Какой максимальный объем полипропиленового резервуара можно изготовить?
Технологически возможно изготовление емкостей объемом до 100–120 м³. Однако для таких габаритов требуется тщательный расчет фундамента и системы усиления. Чаще всего большие объемы собираются модульно непосредственно на площадке заказчика.
Можно ли использовать полипропиленовые емкости для питьевой воды?
Да, при условии использования сертифицированного пищевого полипропилена, имеющего гигиеническое заключение. Такие листы не содержат токсичных добавок и безопасны для длительного контакта с водой.
Какую температуру выдерживает полипропиленовый бак?
Стандартный полипропилен (ПП-Н) работает в диапазоне от -20°C до +90°C. Кратковременно возможно повышение температуры до +100°C. Для экстремально низких температур рекомендуется использовать модифицированные марки или полиэтилен.
Что делать, если в резервуаре появилась трещина?
Полипропилен поддается ремонту. Небольшие трещины можно заварить с помощью экструзионного аппарата или специального фена с присадочным прутком. Важно предварительно осушить и обезжирить место повреждения. Для крупных повреждений требуется наложение заплатки из того же материала.
Сколько времени занимает изготовление резервуара на заказ?
Сроки зависят от объема и сложности. Стандартная емкость до 5 м³ изготавливается за 3–5 рабочих дней. Крупные промышленные резервуары (от 20 м³) могут требовать от 2 до 4 недель на проектирование, раскрой, сварку и испытания.