Процесс производства пластиковых резервуаров для хранения PPH/PP/PE
2025-12-24
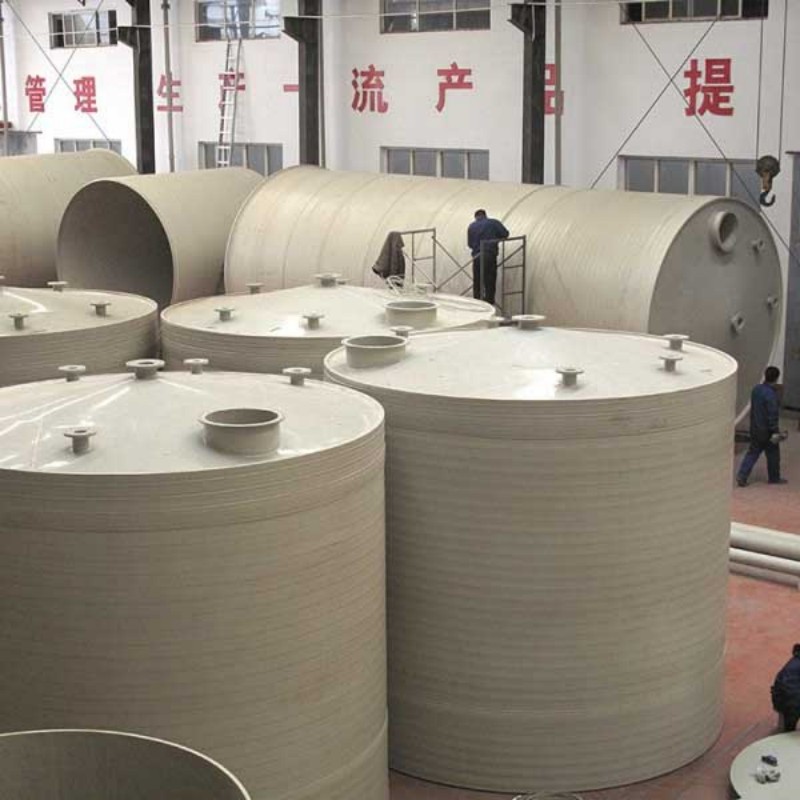
Требования к производству корпуса резервуара: с помощью процесса намотки и сварки нитей корпус резервуара формируется с использованием стальной формы и высококачественных гранул сырья с помощью технологии бесшовной сварки. Поверхность гладкая и без пор. Ключевые процессы включают внешнюю сварку после экструзионной намотки, внутреннюю сварку шва и установку сопла.
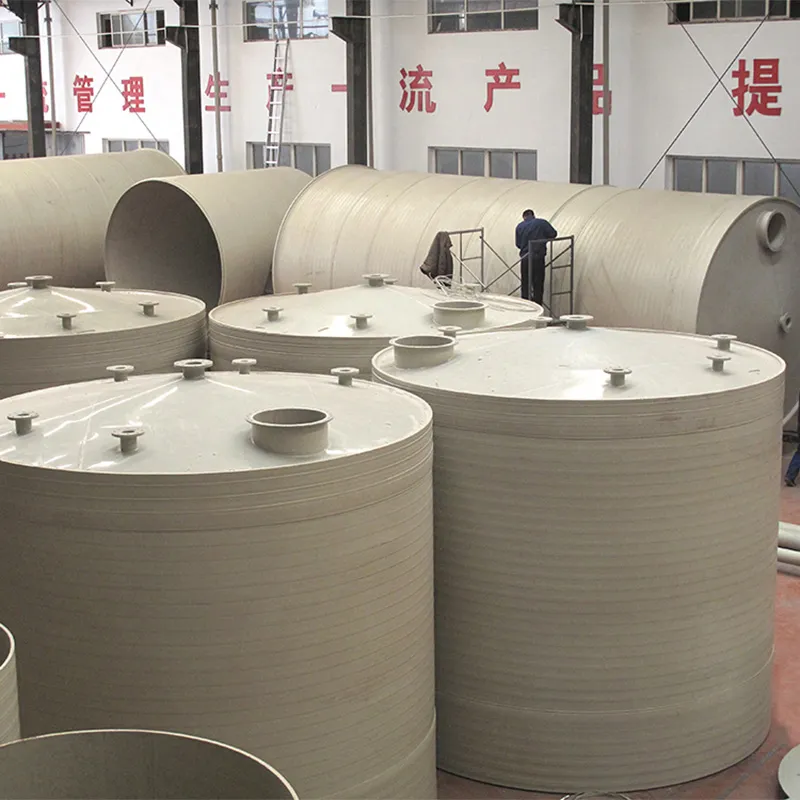
1.Экструзия корпуса резервуара и изготовление спиральной обертки
Интегрированное формование: с использованием технологии спиральной сварки корпус резервуара формируется с помощью стальной формы и гранул из сырья высшего качества посредством бесшовного процесса сварки плавлением, после чего происходит извлечение из формы.
 |
Преимущества экструзионной обертки: ◆ Производительность в 6-9 раз выше, чем при ручных методах. ◆ Превосходная целостность продукта благодаря бесшовной конструкции, обеспечивающей превосходную коррозионную стойкость и герметичность. ◆ Гладкая и эстетически привлекательная поверхность, позволяющая использовать более тонкие верхние стенки и более толстые нижние стенки для снижения затрат. ◆ Неограниченные размеры и формы продукта. ◆ Изготовлено из гранулированного материала, обеспечивающего превосходную стойкость к старению. |
2.Внешняя сварка крышек и оснований резервуаров.
Для внешней сварки используются импортные автоматические экструзионные сварочные агрегаты, позволяющие выполнять однопроходную сварку больших швов в местах наибольшего напряжения резервуара. Новые гранулы сырья, соответствующие составу резервуара, термически сплавляются на основном сварном шве, полностью объединяя крышку, основание и корпус в единое сварное изделие.

|
Характеристики процесса сварки: ◆ Высокая степень механизации и автоматизации, обеспечивающая стабильное качество продукции. ◆ Характеристики сварного шва могут быть разработаны в соответствии с характеристиками нагрузки на изделие, что позволяет максимально повысить прочность сварного шва. ◆ Отличная общая прочность изделия, сварные швы образуют единое целое с основным материалом, обеспечивая превосходную коррозионную стойкость и герметичность. ◆ Минимальное количество заусенцев, что позволяет получить гладкие и эстетически привлекательные швы. |
3.Внутренняя сварка крышки и дна к корпусу банки.
Внутренняя сварка осуществляется с помощью автоматизированного процесса экструзионной сварки с длинным рычагом и является наиболее важным этапом производства. Новые гранулы сырья, соответствующие составу корпуса банки, термически сплавляются на внутреннем сварном шве, образуя единое целое с крышкой, дном и корпусом банки. Принцип отражает внешнюю сварку, отличаясь только используемым оборудованием.
 |
Характеристики процессов внутренней сварки: ◆ Высокий уровень механизации и автоматизации обеспечивает стабильное качество продукции. ◆ Характеристики сварного шва могут быть адаптированы к нагрузочным характеристикам изделия, что позволяет максимально повысить прочность сварного соединения. ◆ Превосходная общая прочность изделия, сварные швы образуют единое целое с основным материалом, обеспечивая превосходную коррозионную стойкость и герметичность. ◆ Минимальное образование заусенцев, что позволяет получить гладкие, эстетически привлекательные швы. |
4.Изготовление отверстий в трубах
Установка отверстий в трубах является заключительным процессом, схожим с уменьшенной версией процедуры сварки основания. Это включает в себя использование импортных компактных автоматических экструзионных сварочных агрегатов для сварки соединительных труб к фланцам. Затем с помощью резака для отверстий на корпусе резервуара создаются отверстия соответствующих размеров. В заключение используется импортное швейцарское ручное экструзионное сварочное оборудование Leidan.

|
Особенности процесса установки торцов труб: ◆ Высокая степень механизации и автоматизации, обеспечивающая стабильное качество продукции. ◆ Сварные швы торцов труб являются неотъемлемой частью корпуса резервуара, обеспечивая высокую прочность сварного соединения. ◆ Минимизирует образование заусенцев, что приводит к получению гладких и эстетически привлекательных сварных швов. |